已有 1631 人浏览分享
您需要 登录 才可以下载或查看,没有账号?新人注册
举报 使用道具
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
5
11
93
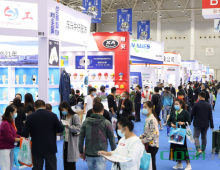
2023中国国际电子商务博览会 【义
2023深圳国际户外运动博览会(OUTD
2023深圳国际健身运动博览会(FITN
2023深圳国际自有品牌展暨新消费品
IWF SHANGHAI 2023上海国际健身展
2023年第104届中国劳动保护用品交
2023深圳国际健身运动FITNESS Shen
各有关单位: 为深入学习贯彻党的
广州市水针无纺布制品有限公司
2023深圳国际物联网展览会
微信公众平台
扫描访问手机版
|小黑屋|简约版|手机版|中国非织造网 ( 苏ICP备12054280号 )
GMT+8, 2024-4-18 14:40
Powered by Discuz! X3.5
© 2001-2020 Comsenz Inc.
微信公众号
电子邮件
在线时间:10:00-17:00

 |小黑屋|简约版|手机版|中国非织造网
( 苏ICP备12054280号 )
|小黑屋|简约版|手机版|中国非织造网
( 苏ICP备12054280号 ) 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 显身卡
显身卡